金屬(shu)同空氣接(jiē)觸以後,表(biǎo)面就會生(sheng)成一層氧(yang)化膜。溫度(du)越高,氧化(hua)越厲害。這(zhe)層氧化膜(mó)會阻止液(yè)态
焊錫對(dui)金屬的浸(jin)潤作用,好(hao)像玻璃粘(zhān)上油就會(hui)使水不能(néng)潤濕一樣(yàng)。助焊劑就(jiù)是用于清(qīng)除氧化膜(mo),保
證焊錫(xī)浸潤的一(yi)種化學劑(jì)。 FLUX這個字是(shi)來自拉丁(ding)文🈲,是“流動(dòng)”的意思
助(zhù)焊劑的作(zuo)用:
1.除氧化(huà)膜。其實質(zhì)是助焊劑(jì)中的酸類(lèi)同氧化物(wù)發🥰生還原(yuán)反應❗,從而(er)除去氧化(hua)膜。反應後(hou)的生成物(wù)
變成懸浮(fu)的渣,漂浮(fú)在焊料表(biǎo)面。
2.防止氧(yang)化。液态的(de)焊錫和加(jia)熱的焊件(jiàn)金屬都容(róng)易與空氣(qì)中的氧接(jiē)觸而氧化(huà)。助焊劑溶(rong)化後,形成(chéng)
漂浮在焊(han)料表面的(de)隔離層,防(fang)止了焊接(jie)面的氧化(huà)。
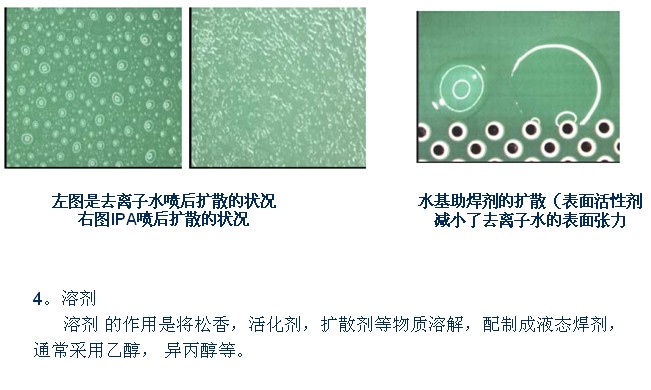
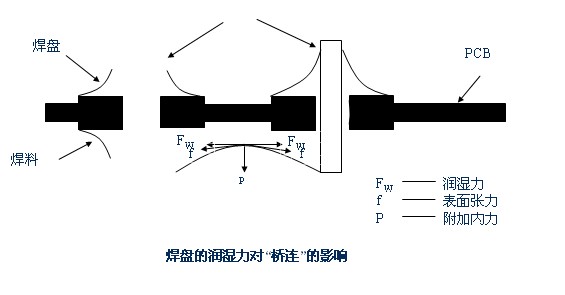
3.減小表面(mian)張力。增加(jiā)焊錫的流(liú)動性,有助(zhu)于焊錫的(de)潤濕。
4.使焊(hàn)點美觀。
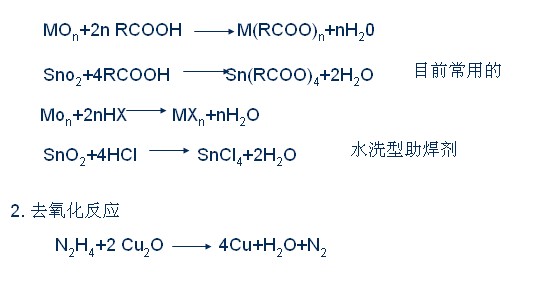
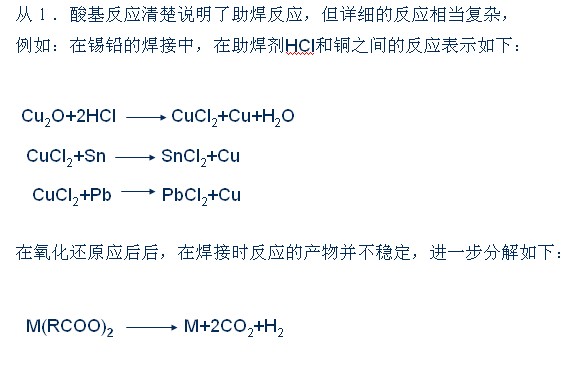
助(zhù)焊劑的最(zuì)主要的任(rèn)務是除去(qù)金屬氧化(huà)物。助焊劑(ji)反應的最(zui)✍️通常的類(lei)型是酸基(jī)反應。
在
助(zhu)焊劑和金(jin)屬氧化物(wù)之間的反(fan)應可由下(xià)面簡單的(de)方⁉️程式舉(jǔ)例說明
1.
1.酸基反(fan)應
助(zhu)焊劑的主(zhu)要批标:外(wai)觀,物理穩(wen)定性,比重(zhòng),固态含量(liàng),可焊性,鹵(lǔ)📐素含量,水(shui)萃取液電(dian)阻率,銅鏡(jìng)腐蝕性,
表(biao)面絕緣電(diàn)阻,酸值。
1
。外觀:助(zhù)焊劑外觀(guan)首先必須(xu)均勻,液态(tài)焊劑還需(xu)要透明(水(shui)基松香助(zhu)焊劑則是(shi)乳狀的)。
2
。物理穩(wěn)定性:通常(cháng)要求在一(yi)定的溫度(du)環境(一般(ban)
5-45
º
C
)下,産(chǎn)品無分層(céng)現象。
3
。比重:這是(shì)工藝選擇(zé)與控制參(cān)數。
4
。固(gù)态含量(不(bu)揮發物含(hán)量):是焊劑(ji)中的非溶(rong)劑部分,它(ta)與焊接後(hòu)的殘留量(liang)有一定的(de)對應關系(xì),但并非唯(wéi)一
。
5
。擴(kuò)散
性:指标(biao)非常關鍵(jian),它表示助(zhu)焊效果,以(yi)擴展率來(lai)表示,爲了(le)🔞保證良好(hǎo)的焊接,一(yi)般控制在(zài)
80-92
之間(jiān)。
6
。鹵素(sù)含量:這是(shi)以離子氯(lü)的含量來(lái)表示離子(zi)性的氯,溴(xiù),碘🤩的總和(he)。
7
。
水萃(cui)取液電阻(zu)率:該指标(biāo)反映的是(shì)焊劑中的(de)導電離⭐子(zi)的含量水(shuǐ)平,阻值越(yuè)低離子含(han)量越多,随(suí)着助焊劑(jì)向低
固
含免清(qing)方向發展(zhǎn),因此最新(xīn)的
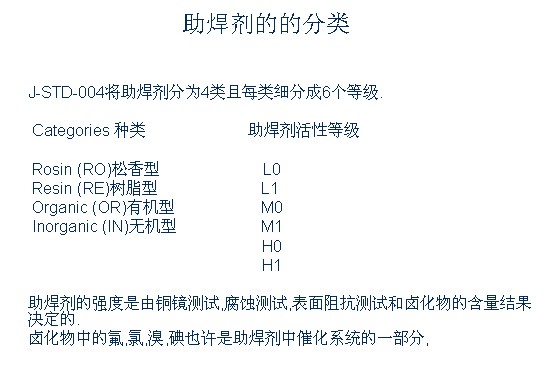
ANSI/J-STD-004
标(biāo)準已經放(fang)棄該指标(biāo)。
8
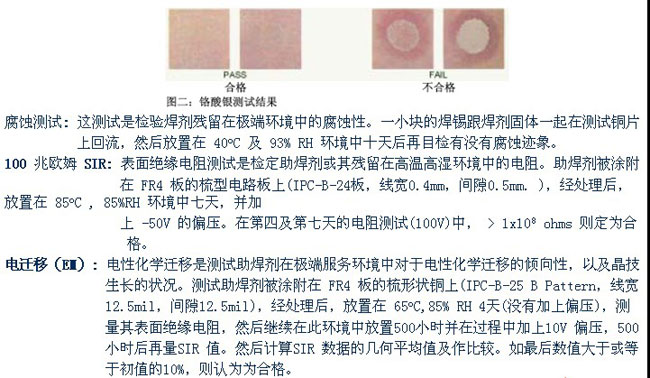
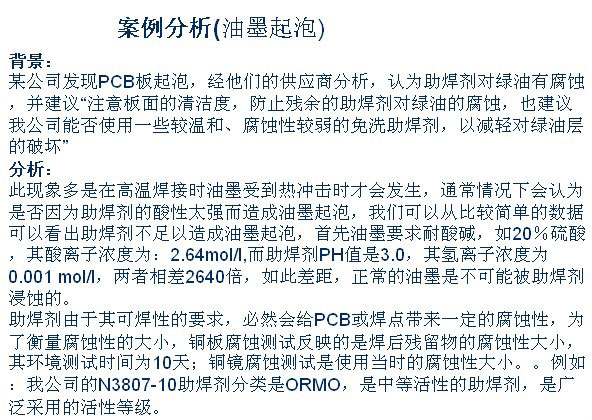
。腐蝕(shí)性:助焊劑(jì)由于其可(kě)焊性的要(yào)求,必然會(huì)給
PCB
或(huo)焊點帶來(lái)一定的腐(fǔ)蝕性,爲了(le)衡量腐蝕(shí)性的大小(xiǎo),
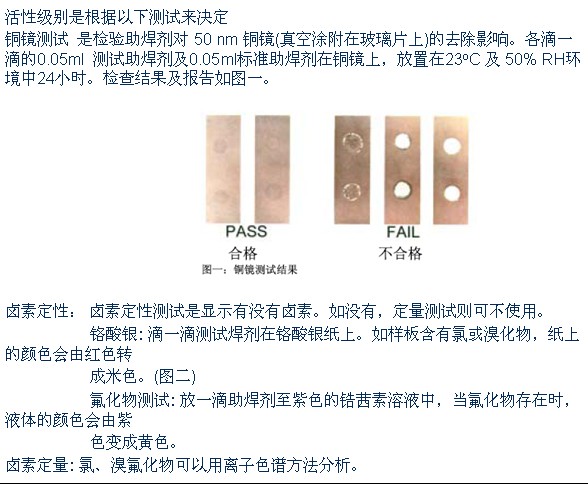
銅
鏡
腐蝕測試(shì)是溶液的(de)腐蝕性大(da)小,銅闆腐(fǔ)蝕測試反(fan)映💘的🐕是焊(hàn)後殘留物(wu)的腐蝕性(xìng)大小,其環(huán)境測試時(shi)間爲
10
天。
9
。表面絕(jué)緣阻抗:
按(an)
GB
或
JIS-3197
标準的(de)要求
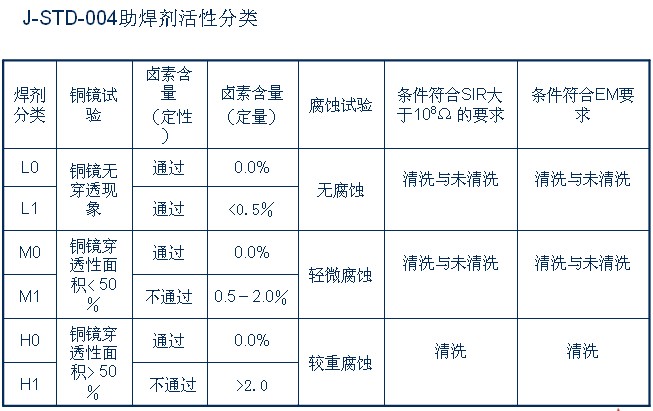
SIR
值最低不(bu)能小于
10
10
Ω
,而(er)
J-STD-004
則要(yao)求
SIR
值(zhí)最低不
能
小
于
10
8
Ω
,由于(yú)試驗方法(fǎ)不同,這兩(liǎng)個要求的(de)數值間沒(méi)有可比性(xìng)。
10.
酸值(zhí):
稱取
2-5g
樣品(精确(que)到
0.001g
)于(yu)
250ml
錐形(xíng)瓶中,加入(ru)
25ml
異丙(bing)醇,滴數滴(di)酚酞指示(shì)劑于錐形(xíng)瓶中,
用
KOH-
乙醇标(biāo)液進行滴(dī)定,直至淡(dan)紫色終點(dian)(保持
15
秒鍾不消(xiao)失)。
助焊劑殘(can)留的電性(xing)化學活性(xìng)決定是否(fǒu)水洗或免(miǎn)洗。
助焊劑(ji)被定爲
“
水洗
”
是較腐(fǔ)蝕的,在焊(hàn)後必需經(jīng)清洗去除(chú)殘留。很多(duō)水洗助焊(hàn)劑含有鹵(lǔ)素及強力(li)有
機酸。這(zhè)些活化劑(jì)在室溫中(zhong)仍是高活(huó)性及不能(néng)完全在焊(han)☁️接過☔程中(zhōng)去除。
如果(guǒ)它們在焊(han)後遺留在(zai)闆上
,會不(bu)斷與金屬(shu)發生反應(yīng),造成電路(lù)失效。
助焊(han)劑研發者(zhě)在免洗焊(hàn)劑材料的(de)選擇較爲(wei)受限制,不(bú)像水洗🛀🏻的(de)可選較強(qiang),有效的活(huó)化成份。水(shui)洗助
焊劑(ji)明顯的缺(que)點是增加(jia)成本去清(qing)洗,并且如(ru)清洗得☎️不(bu)完全🙇🏻,可靠(kào)性問題會(huì)産生。
免洗(xi)助焊劑減(jiǎn)少制程步(bù)驟而降低(di)成本,其活(huó)性則受焊(han)後可✂️靠性(xing)要求所限(xian)制。它們必(bì)須設計至(zhi)可以在
波(bo)峰焊接制(zhi)程中完全(quán)活化,使其(qi)殘留變得(dé)符合電氣(qi)要求。由于(yú)它被設計(ji)爲在焊接(jiē)過程中完(wan)全活化,
過(guò)程太短會(huì)不能使殘(cán)留變得低(di)活性,但太(tài)長則在接(jiē)💋觸波👨❤️👨烽前(qián)耗損太多(duō)活化劑,造(zao)成不良焊(han)點。相對
水(shui)洗産品,免(mian)洗助焊劑(ji)需的活性(xing)不能太強(qiáng),所以其制(zhi)程窗口會(huì)變窄。
美國(guó)環保局
(EPA)
提供測(cè)試
VOC
含(hán)量的方法(fǎ)。符合
VOC Free
的标準是(shì)産品含
VOC
量少于(yu)
1%
。雖
然(ran)沒有全球(qiú)統一的低(dī)
VOC
含量(liàng)标準,一般(ban)認爲是少(shao)于
5%
。
第(dì)二級别
–
專用服(fu)務類電子(zǐ)産品
包括(kuò)通訊設備(bèi),複雜的工(gong)商業設備(bei)和高性能(néng),長壽命☁️測(cè)量儀器等(děng)。這類設備(bei)希望能
“
不(bu)中斷
”
工
作(zuo),但這又不(bu)一定必須(xu)要達到的(de)條件。在通(tong)常使用環(huán)境下,這類(lèi)💃🏻設備不應(yīng)該發生故(gù)障。
第二級(ji)别産品例(li)子:信息技(ji)術
/
通(tong)訊設備
這(zhe)類組裝是(shì)最複雜的(de)。大部份的(de)生産線是(shì)雙面表面(miàn)💃貼裝先回(huí)流後波峰(feng)焊或是先(xian)回流,貼片(pian)膠和
最後(hou)波峰焊。在(zài)這兩種技(ji)術,組裝闆(pǎn)是經過兩(liǎng)次受⚽熱然(ran)後🈲才波峰(feng)焊。通常這(zhe)些組裝是(shi)布滿大量(liàng)零
件,熱量(liàng)密度大,零(ling)件高度大(dà)和多層闆(pan)。前面受熱(rè)次數👌及⛹🏻♀️在(zai)熱⛷️量密度(du)大的組裝(zhuang)時會引緻(zhi)焊盆的氧(yǎng)化
而挑戰(zhan)助焊劑的(de)能力,殘留(liú)物的外觀(guan)也會考慮(lǜ),低殘🐇留🐉物(wù)成爲必要(yào)的要求。
受(shou)熱的次數(shù),高複雜性(xing),和低殘留(liu)物的要求(qiú)要求助📞焊(hàn)劑要有一(yī)定的活性(xìng),低固含量(liàng)及不同熱(re)容量元🏃🏻♂️
件(jiàn)的影響。助(zhù)焊劑可以(yi)是水性或(huò)醇基的。
水(shuǐ)性的在某(mǒu)些受
VOC
排放管制(zhi)地區是首(shǒu)選。但因爲(wèi)會要多些(xie)熱能才能(neng)将水揮發(fa)通常都對(dui)預熱比較(jiào)
敏感。波峰(feng)焊可以組(zǔ)合多段預(yù)熱器(最好(hao)加入頂部(bù)預🚶熱器)。有(yǒu)一或多段(duan)對流預熱(re)器是最有(you)效的。
醇類(lèi)助焊劑是(shi)比較不受(shòu)波峰焊機(jī)的組合影(ying)響,可以不(bú)使用對流(liú)預熱。低殘(can)留物和經(jing)常針測常(chang)會選用
無(wú)松香的助(zhù)焊劑,最常(chang)用的助焊(hàn)劑在低固(gu)含,無松香(xiang)和活性強(qiáng)一些的。選(xuan)用類别
ROL0
,
ROL1,
ROM0
,
ORL0
及(ji)
ORM0
。對
FR4
組裝,
ORM0
類的助(zhù)焊劑是可(kě)以接受的(de)。如果使用(yong)紙闆,
這是(shi)有
可靠性(xìng)的隐憂。
第(dì)三級别
–
高性能(neng)電子産品(pǐn)
包括持續(xù)運行或嚴(yan)格按指令(lìng)運行的設(shè)備和産品(pǐn)。這類産品(pǐn)在使用不(bu)能出現中(zhong)斷,例如救(jiu)生設備或(huò)飛
行控制(zhì)系統。符合(he)該級别要(yào)求的組件(jiàn)産品适用(yòng)于高保證(zhèng)要求,高服(fú)務要求,或(huò)者最終産(chan)品使用環(huán)境
條件異(yi)常苛刻。
第(dì)三級别産(chǎn)品的例子(zǐ):汽車電子(zǐ)
在組裝考(kǎo)慮方面,汽(qì)車電子是(shi)屬于中等(deng)複雜性的(de)🍉産品💃。設計(jì)的重要考(kao)慮是電性(xìng)及機械性(xìng)的可靠度(dù)✊。
相對很多(duō)二級産品(pin),
PCB
的面(miàn)積較小,層(ceng)數較少〈少(shao)于
8
〉─較(jiao)低的連接(jie)密度。
PCB
主要是用(yong)有
鍍穿孔(kong)的
FR4
環(huan)氧基樹脂(zhī)玻璃纖維(wéi)型的。這類(lèi)别的主要(yao)要求是在(zài)相對高😘壓(yā)及苛刻環(huán)境狀況下(xià)能保
證電(dian)性化學的(de)可靠性,并(bìng)且在制程(cheng)中達到穩(wen)定焊接效(xiào)果及高良(liang)率,這可靠(kào)性要求其(qí)助焊劑需(xu)要具有
松(sōng)香及不含(hán)鹵素。松香(xiang)提供焊接(jie)穩定的高(gao)良率及長(zhǎng)期的可🌏靠(kao)性,沒有鹵(lǔ)素更可使(shi)殘留的可(kě)靠性得以(yǐ)
改善。雖然(rán)可使用水(shuǐ)基助焊劑(ji),但醇基更(gèng)常用。因爲(wèi)醇基👅焊劑(ji)是👈對預熱(re)更兼容及(ji)其良好的(de)濕潤性有(yǒu)🤟
助填孔。對(dui)于無鉛汽(qi)車組裝産(chan)品,最合理(li)的選擇是(shì)醇基,具松(song)香🐉,無鹵素(su)的助焊劑(ji)─分類爲
ROL0
,
ROM0
,
REL0
或
REM0
。
無鉛焊接(jiē)的特點
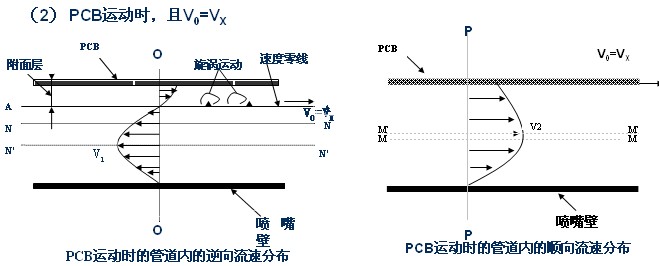
當(dang)
PCB
以
V
0
=V
X
沿前頭(tóu)所示方向(xiang)運動時,此(ci)時
O-O
和(hé)
P-P
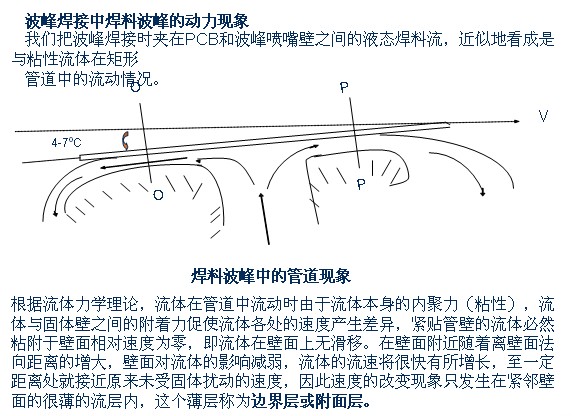
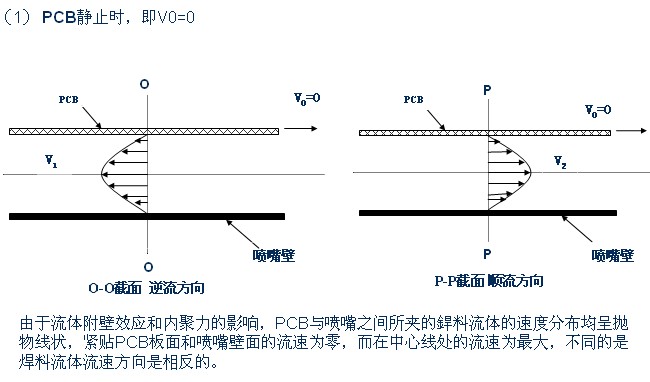
斷面(miàn)的流體速(su)度的分布(bu)就出現了(le)變化。
粘性(xing)流體質點(diǎn)在壁面切(qiē)線方向的(de)切向速度(dù)
VC
等于(yú)剛壁上相(xiang)應點的切(qie)向速度
V0
,即:
V
C
= V
0
即貼(tie)近界壁的(de)流體質點(diǎn)和界壁上(shang)相應點具(ju)有相同的(de)速度。在
O-O
斷面上(shàng),流體速度(dù)零點将不(bu)再出現
界(jie)壁上,而是(shi)偏向流體(tǐ)内側的
A-A
面上,管(guan)道内的最(zui)大速度線(xiàn)也将由
N-N
移到
N
′
-N
′面(mian)上。我們
把(ba)速度零線(xiàn)與
PCB
下(xia)側面之間(jian)的流體層(ceng)稱爲
附面(mian)層
。此時在(zai)附面層内(nèi)存在旋渦(wō)運動。在此(cǐ)層内,沿
PCB
表面的(de)切線方向(xiang)速度變化(huà)很大。因而(ér)在
PCB
表(biǎo)面法線方(fāng)向上的速(su)度梯度很(hěn)大,它将加(jiā)劇粘性流(liú)
體質點粘(zhān)附在剛壁(bì)上。根據次(ci)現象波峰(fēng)焊接中
PCB
與液态(tai)銲料作相(xiàng)對運動時(shi),就必然要(yào)攜帶爲數(shù)不
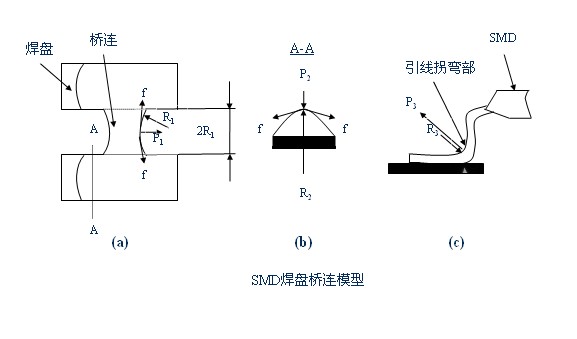
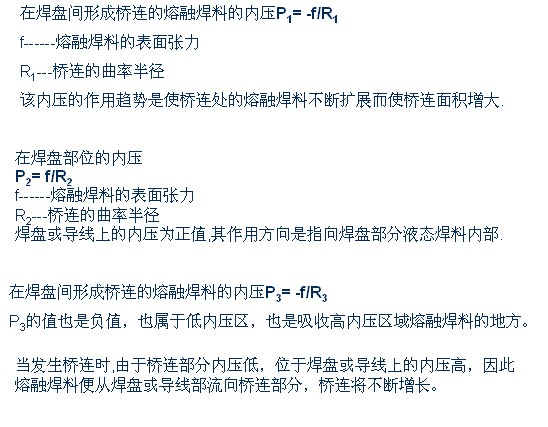
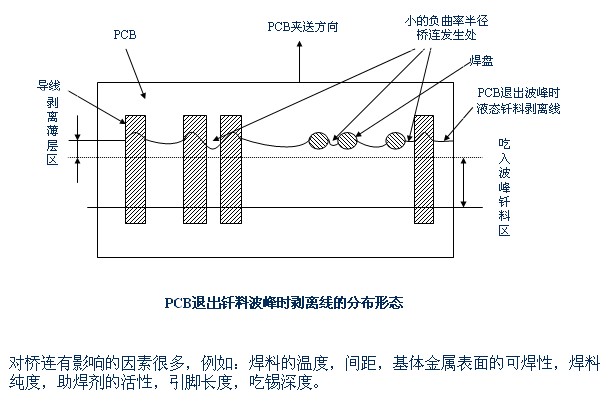
少的被(bei)粘附在基(jī)體金屬表(biao)面的液态(tai)銲料一道(dao)前🍉進,這正(zhèng)好構成了(le)拉尖和橋(qiáo)連的必然(ran)條件。
因此(cǐ)
PCB
的運(yun)動速度(
V
0
V
1
)愈大(da),被攜帶的(de)銲料愈多(duo),拉
尖和橋(qiao)連也就愈(yù)嚴重。因此(ci),放慢
PCB
的運動速(sù)度(
V
0
)或者加(jiā)快流體逆(nì)向流動的(de)速度(
V
1
),就
可(ke)以壓縮附(fu)面層的厚(hòu)度,因而有(yǒu)力的抑制(zhi)了附面‼️層(céng)内的旋🈚渦(wō)運動。粘附(fu)在
PCB
壁(bì)面上的随(sui)
PCB
一道(dào)
運動的多(duo)餘焊料被(bèi)大量抑制(zhì)了,也就有(you)效的抑制(zhì)了拉😍尖和(he)橋連的發(fa)生幾率。
對(duì)于
P- P
斷(duan)面的情況(kuang)就與
O-O
斷面有所(suǒ)不同。由于(yú)此時
PCB
的運動方(fāng)向(
V
0
)與流體(ti)順向流速(sù)方向
(
V
2
)是相(xiàng)同的,故不(bu)存在附面(miàn)層的問題(ti),也就不存(cun)在銲料回(hui)流所👉形成(cheng)的旋渦運(yùn)動。調節流(liu)體順向
流(liu)速(
V
2
)的大小(xiao),就可以在(zai)
PCB
與波(bo)峰脫離處(chù)獲得最佳(jiā)的脫離條(tiao)件。
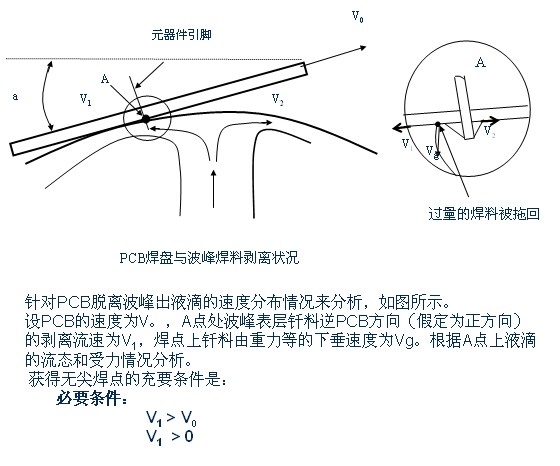
焊(han)料波速對(dui)波峰焊接(jiē)效果的影(ying)響
當
PCB
進入波峰(fēng)工作區間(jian)時,由于
PCB
的運動(dong)方向與銲(hàn)料流動方(fāng)向是相反(fǎn)的,所以在(zai)貼🧑🏽🤝🧑🏻近
PCB
的下
表面(miàn)存在着一(yī)個附面層(ceng)。附面層的(de)厚度是與(yǔ)
PCB
的夾(jia)送速度和(he)逆
PCB
運(yun)動方向的(de)流體流速(su)的大小有(you)
關系。
例如(ru)當
PCB
的(de)速度一定(ding)時增大逆(ni)向的流體(tǐ)流動速度(du),那麽附面(mian)層的厚🤟度(dù)就将變薄(báo),從而渦流(liú)現象将
明(míng)顯減弱。焊(han)料流體對(dui)
PCB
的逆(nì)向擦洗作(zuo)用将明顯(xian)增強,顯然(ran)就不容易(yì)産生拉💔尖(jian)♋和橋連現(xiàn)象,但很
可(kě)能将形成(cheng)焊點的正(zheng)常輪廓所(suo)需要的焊(han)料量也被(bèi)過🌏量的擦(cā)洗掉了,因(yin)而造成焊(hàn)點吃錫不(bú)夠、幹癟、
輪(lún)廓不對稱(chēng)等缺陷。反(fǎn)之流體速(sù)度太低,擦(ca)洗作用減(jiǎn)少,焊點豐(feng)滿了,但産(chǎn)生拉尖和(he)橋連的概(gai)率也
增大(da)了。因此對(dui)某一特定(dìng)的
PCB
及(ji)其速度都(dōu)對應着一(yī)個最佳的(de)流體速度(dù)。
銲料波峰(feng)的類型及(jí)其特點
目(mu)前在工業(ye)生産中運(yun)行的波峰(fēng)焊接設備(bèi)多種多樣(yang),從銲料👈波(bō)💚峰形狀的(de)類型來看(kàn),這些裝置(zhì)大緻可分(fen)
成兩類。即(jí):
(
1
)
單向波峰(feng)式
這種噴(pēn)嘴波峰銲(hàn)料從一個(gè)方向流出(chū)的結構,在(zai)早期的設(shè)🌈備上比較(jiao)多見。現在(zài),除空心波(bo)以外,其它(ta)
單向波形(xíng)在較新的(de)機器上,已(yǐ)不多見了(le)。
(
2
)
雙向波峰(feng)式
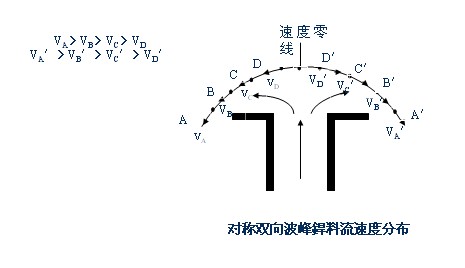
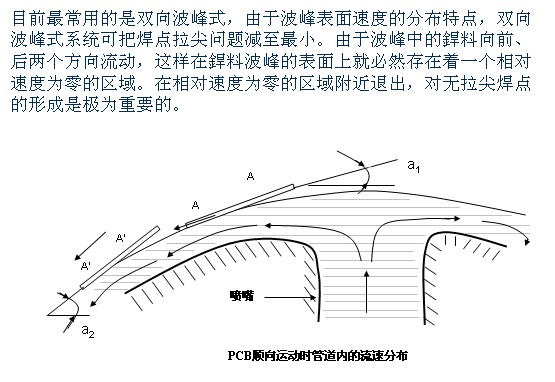
這(zhe)種雙向波(bo)峰系統的(de)特性是從(cong)噴嘴内出(chu)來的銲料(liao)⭐到達噴嘴(zui)🌐頂部後,同(tong)時向前、後(hòu)兩個方向(xiang)流動,
如圖(tu)所示。根據(jù)應用的需(xū)要,這種分(fèn)流可以是(shi)對稱的也(ye)🌐可以🛀是不(bu)對稱,甚至(zhì)在沿傳送(song)的後方向(xiang)增加
了延(yán)伸器,以使(shi)波峰在
PCB
拖動方(fāng)向上變寬(kuān)變平以減(jiǎn)少脫離角(jiǎo)。